








What are the steps in chromatography?
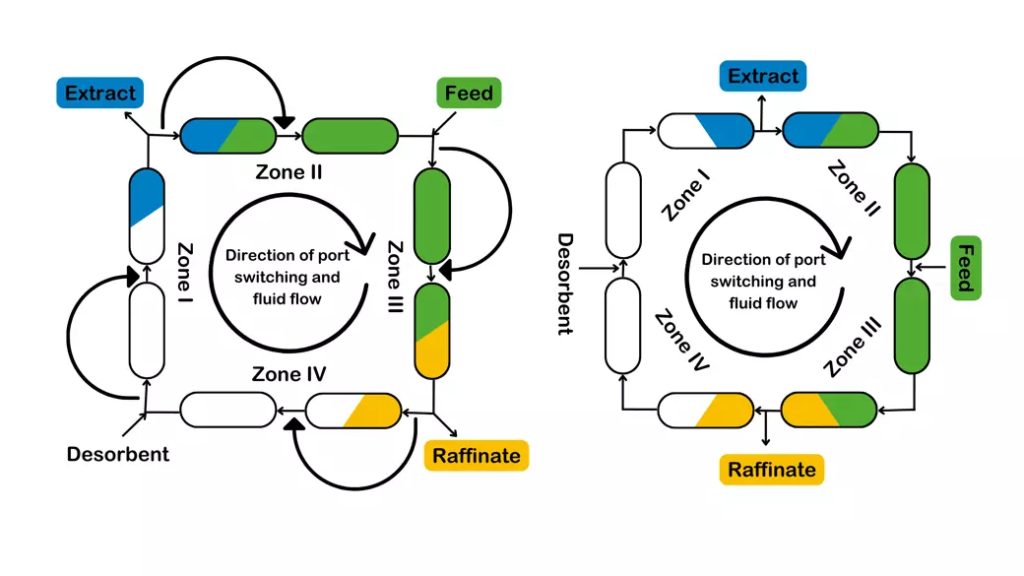
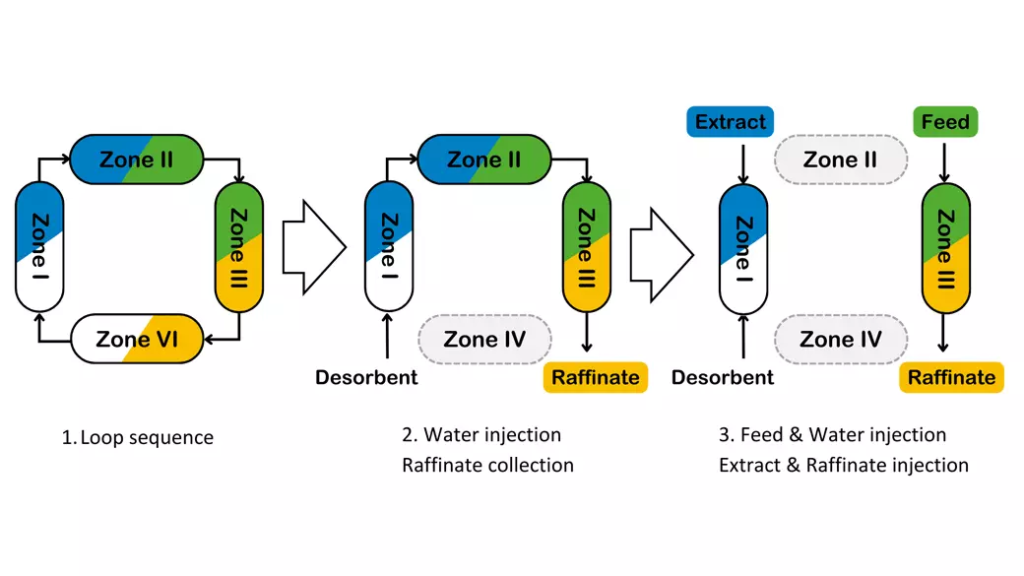
In all chromatography the same steps are presents but can be named differently: feeding (injection of the product mixture) elution (separation of the products along the resin) and circulation phase (for continuous chromatography).
Is chromatography reliable?
Chromatography has been industrially used for decades now in different area such as food & feed industry, Pharma industry, functional ingredients industry, Biotech and chemical industry. Chromatography has been widely proven. Besides, methodology for development from lab to industrial scale has been improved and can be now supported by digitalization tools.
What is the basic use of chromatography?
In the food industry, historically, chromatography has been used for sugar separation. The separation of glucose and fructose after the isomerization step, to produce commodity sugars. Know the use can extended to all binary or tertiary separation respecting our table of separation technology.
Is Chromatography industrial system easy to use?
Yes, but it may need some training.
Industrial chromatography is set by a combination of 5 parameters (expressed generally in flowrate, volume or BV) which modifications plays on the balance of the separation within the system.
These modifications are required when facing a change. This change can be sudden (new target), or slow (resin fouling by ex).
Making the change and interpreting the need of a change require a strong expertise on the technology, the application and the system environment.
This is not easy.
Applexion has developped a set of digital services, Run & Perform, that provide automatic guidance on these matters.
So now, it is easy, safe & robust.
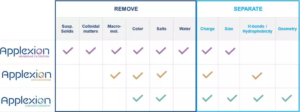
What is the difference between ion exchange, chromatography and filtration?
Type and strength of interaction of the product with a consumable (resin in this case) in given operating conditions.
From this differences and objective of the purification, we select the right technology to put in place.
Have a look to our separation table to understand the technology selection:
What are the advantages of chromatography?
Chromatography combine Technical efficiency and Green processing Technical efficiency because it is a precise separation with high recovery and high purity Green processing because of the absence of chemical reagent and minimized energetic consumptions.
What is the use of chromatography in industry?
Typical applications of the SSMB technology include the production of:
- HFCS 55/95/99.
- Crystalline fructose.
- Commodity chemicals including polyols (sorbitol, maltol, xylitol, etc.), MEG, etc.
- Oligosacharrides (FOS, GOS, IMO, etc.) and cellulosic sugars.
- Organic acids (citric acids, etc.).
- Aromatic amino acids (tryptophane, phenylalanine, etc.).
- Recovery of valuable products in effluents and mother liquors.