


A strategic partnership built for lithium
Extracting lithium at industrial scale requires more than a single technology. It demands deep scientific expertise, proven process engineering, and the management capability to deliver complex projects on time and on budget. That is why Applexion has formed a strategic partnership with Seprosys and Hephaistos — three specialists whose capabilities combine to form a truly end-to-end offering.
Applexion — From Pilot to Industrial Scale
With over 50 years of experience in process design, engineering, and industrial equipment supply, Applexion is a proven global reference in purification technologies. We combine three core technologies (membrane filtration, adsorption-based DLE and ion exchange) into integrated, scalable solutions.
Our adsorption based DLE technology is inspired by our outstanding experience in SMB continuous chromatography in multiple applications.
Our global presence, dedicated R&D teams and modular system design allow us to support projects at every stage: from lab-scale trials to demo to full industrial deployment.
Beyond equipment and engineering, we bring a digital edge to every project. Our proprietary Run and Perform software uses AI and data-driven recommendations to optimize your production continuously, every day, in real time.
Rather than relying on periodic manual audits, Run and Perform monitors your process parameters, anticipates deviations and suggests corrective actions automatically. The result: higher operational consistency, reduced reagent waste, and a lower carbon footprint, with a simple and intuitive web interface and, on request, direct connection between our teams.
- 30+ projects / year
- 250+ applications
- 400+ customers
- 150 employees, incl. 15 R&D engineers
- 3 continents
- 1,000+ units delivered worldwide
Seprosys — Innovation at the Core
Seprosys is a French process engineering company with deep expertise in selective separation and purification, from lab to pilot scale. Specializing in lithium chemistry, Seprosys designs customized DLE processes based on rigorous process and lithium separation studies and consumables benchmarking. The result: higher lithium purity and recovery with lower water / energy consumption.
- ~20 projects per year
- Team of 10 scientists
- 15+ years of DLE and hydrometallurgy purification expertise
- 50+ separation processes developed
Hephaistos — Industrial Project Management
Founded by Didier Livadaris, Hephaistos brings heavyweight industrial project management experience, with a track record of projects exceeding $500 million and strong DLE references. When complexity and scale demand rigorous execution, Hephaistos helps you deliver.
Together, these three partners cover the full value chain: R&D and process design, engineering and equipment, project execution and industrial operations; all under one coordinated offer.
Our Key References
Our combined expertise covers a broad range of applications across the Americas, Asia and Europe:
- Hydrometallurgy: Zinc, Copper, MEG demineralization
- Lithium extraction: DLE geothermal, DLE salar (batch carousel & continuous SMB, adsorbent scouting)
- Lithium polishing: Li2CO3 from Mica lixiviate, Fluorine / Ca / Mg removal
- Blackmass recycling: Li, Ni, Co, Mn — Rare earth element purification
Technologies: DLE · Adsorption · Chromatography · Ion Exchange · Membrane Filtration
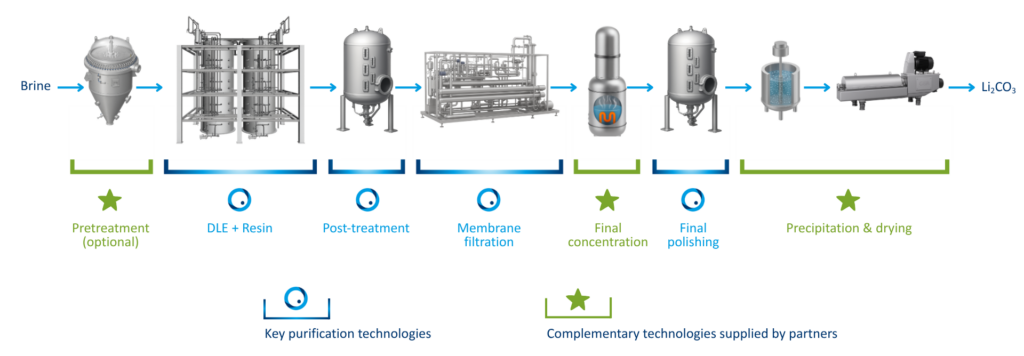
A complete process line: from brine to battery-grade Li₂CO₃
Mastering how lithium is extracted starts with the right technology selection and the right integration. We do not sell isolated equipment. We design complete, integrated process lines built to perform consistently across demanding real-world conditions.
Our process converts raw brine into battery-grade lithium carbonate through a sequence of tightly integrated steps: pre-treatment (optional), DLE adsorption with resin post-treatment, membrane filtration, final concentration, polishing, and precipitation with drying. Each stage is selected, sized, and optimized to deliver consistent output quality at the lowest possible operational cost.
- Best-in-class DLE technology balancing lithium recovery with controlled water and energy consumption, even in the most demanding conditions.
- Process integration as a core discipline: each unit is engineered to work as part of a coherent line, not as a standalone module.
- Versatile process configurations: from batch and carousel to the latest-generation ASMB.
- Specific expertise in geothermal and high-altitude salar environments: pressure, temperature, corrosion, and depleted brine management.
The ASMB advantage: latest-generation DLE technology
At the heart of our process is the ASMB (Advanced Sequential Moving Bed): a patented technology developed by Seprosys, rooted in over 25 years of Applexion’s SSMB heritage and a decade of dedicated DLE research. The ASMB is specifically engineered around the kinetics of lithium adsorption, consistently outperforming conventional batch or continuous SMB architectures.

Performance vs. conventional batch
- Recovery rate: 95%+
- Water consumption: -75%**
- OPEX: -60%**
- Compatible with your sorbent or our selection
- From PFS to detailed engineering studies
- From lab, pilot, demo to full industrial scale
- New projects and revamping of existing systems
Built for salar and geothermal environments
Lithium-rich brines are not all the same. High variability in composition, complex impurity profiles, extreme altitude, temperature, and pressure — and strict constraints on water and energy — define the real operating conditions our technology must handle.
We have dedicated expertise in both geothermal and high-altitude salar configurations. Our systems engineering and construction approach is adapted to site-specific conditions: access constraints, corrosion environments, waste use, and depleted brine management. References in France, Chile, Argentina, Bolivia, and the US confirm our capability to deliver in the world’s most demanding lithium environments.
The right consumables for every process
In lithium extraction, process performance depends as much on the quality and selection of consumables as on the equipment itself. There is no one-size-fits-all solution: every brine resource is different, and every project requires an independent, data-driven consumables strategy.
This is where the Applexion-Seprosys-Hephaistos partnership adds direct, measurable value: an independent R&D laboratory that continuously benchmarks and qualifies available adsorbents, resins, and membranes, combined with Applexion’s expertise in integrating the best-fit options into your specific process.
Adsorbents and Ion Exchange Resins
We select and supply the most appropriate resin for each application, including DLE adsorption, lithium polishing, and the selective removal of impurities such as fluorine, calcium, magnesium, zinc, and copper. Our proprietary TM24 resin series covers the full spectrum of hydrometallurgy applications, with bead sizes from 300 to 1,600 µm. We are technology-agnostic: we can work with your existing sorbent or identify a better-performing alternative.
Organic Membranes (NF and RO)
Our membrane portfolio covers Nanofiltration (NF, 10-40 bar) and Reverse Osmosis (RO, 20-60 bar) applications, from lab scale (1.8″) to full industrial size (8″), with filtration surfaces from 0.15 m² to 40 m². Membranes are selected and configured for your specific process conditions: pressure, temperature (5-80°C), pH (1-12), and fluid chemistry.
Our independent R&D selection approach
Every consumable recommendation is backed by independent laboratory evaluation across six key criteria:
- Performance on lithium yield — measured under your actual operating conditions
- Impurities selectivity — critical for final product purity
- Supply costs — total cost of ownership, not just unit price
- Long-term wear and resin consumption — durability over the asset lifecycle
- Supplier reliability — track record, quality control, and lead times
- Logistics and geopolitical risks — supply chain resilience
This independent intelligence, free from commercial bias, gives you confidence that your process is built on the best available materials, not the most convenient ones.